
โดย: กษิดิ์เดช ทีฆปุญญพัฒน์ M: 086 524 8850 Email: kasidecht@gmail.com
น้ำ บทบาทสำคัญในระบบสนับสนุนการผลิตอาหาร (ตอนที่ 2)
(Essential Roles of Water in Food Utility System)
ความรู้พื้นฐานระบบน้ำหล่อเย็น หรือ Cooling System
ระบบน้ำหล่อเย็นในโรงงานจะทำหน้าที่ในการถ่ายเทความร้อนจากของไหลในการผลิต (Process Fluid) เช่น น้ำมันร้อน (Hot Oil) หรือสารที่มีอุณหภูมิสูงต่างๆ โดยมีน้ำเป็นตัวกลาง รับความร้อนและถ่ายเทให้กับอากาศหรือตัวกลางอื่นๆ ทำให้อุณหภูมิและความดันของสารต่างๆในระหว่างกระบวนการผลิตเป็นไปตามความต้องการตามที่ถูกกำหนดและออกแบบไว้
โดยทั่วไปสามารถแบ่งระบบน้ำหล่อเย็นได้เป็น 3 ประเภท คือ
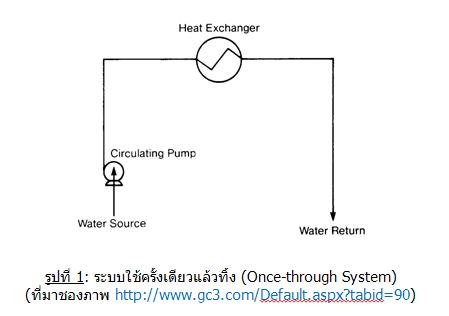
1. ระบบใช้ครั้งเดียวหรือผ่านครั้งเดียว (Once-through System) จะไม่มีการนำน้ำกลับมาใช้อีก ซึ่งจะ ปล่อยน้ำนั้นออกจากระบบไปเลย ตัวอย่างของระบบนี้ได้แก่ Potable water system, Process, General service ดังแสดงในรูปที่ 1
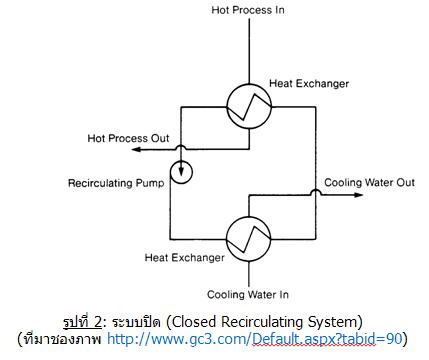
2. ระบบปิด (Closed Recirculating System) จะมีการนำน้ำทั้งหมดนำกลับมาใช้อีก หมุนเวียนไปเรื่อยๆ โดยที่น้ำไม่มีการระเหยหรือหายไปจากระบบ ตัวอย่างของระบบนี้ได้แก่ Chilled water system, Automobile radiator, Diesel engine jacket ดังแสดงในรูปที่ 2
3. ระบบเปิด (Open Recirculating System) จะมีการนำน้ำบางส่วนที่ใช้แล้วกลับมาใช้อีก และทิ้งไปบางส่วน ซึ่งเป็นระบบที่พบโดยทั่วไป ตัวอย่างของระบบนี้ได้แก่ Cooling tower, Evaporative condenser, Spray pond ดังแสดงในรูปที่ 3





connect networks, collect information, compare solutions, and compile knowledge for your best solution
สร้างเครือข่าย รวบรวมข้อมูล เปรียบเทียบโซลูชั่น เพื่อพิจารณา เลือกโซลูชั่นที่ดีที่สุด
